

压力容器基础知识大全(需注意的典型问题)
一、前言
对压力容器的基本要求:
1、安全可靠性
确保设备安全使用的基本要求,包括设备的强度 、刚度、稳定性、密封性和耐腐蚀性。
2、合理的经济成本
在保证使用寿命的前提下要选材合理,在保证工艺过程要求的前提下结构简单,并方便制造、检验、维修,最终使设备总成本尽可能降低。
3、满足使用的要求
压力容器的结构型式、尺寸规格、使用条件(压力、温度、腐蚀介质)以及其他载荷条件是由设备在工艺装置中的功能要求决定的,因此要求设备必须满足生产条件下处理物料的功能要求,如:输送、传热、传质、分离、贮存等工艺要求。
我国标准采用的理论基础:
弹性失效准则(GB150采用)、塑性失效准则、爆破失效准则
第一强度理论(最大主应力理论)(GB/T 150-2011采用)
第二强度理论(最大主应变理论)
第三强度理论(最大剪应力理论)(JB4732-1995和ASME BPVC Ⅷ-2采用)
第四强度理论(歪曲能理论或剪切变形能理论 )(只适用于材料塑性破坏的情况)
二、压力容器公称直径
1、以内径为基准的压力容器公称直径(GB/T9019-2001)
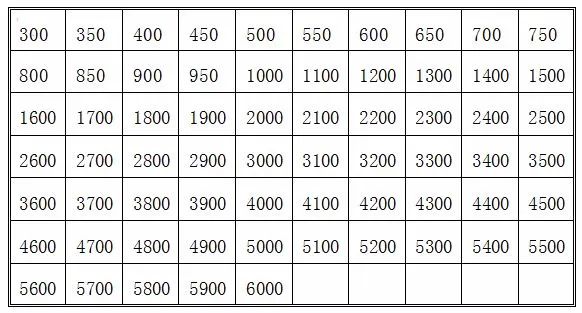
2、以外径为基准的压力容器公称直径


三、裙式支座(NB/T47041-2014)
1、裙座有圆筒形和圆锥形两种形式,通常采用圆筒型裙座。
2、无论圆筒形或圆锥形裙座壳其名义厚度不得小于6mm。
3、圆锥形裙座一般用于以下情况:
a、塔径D>1000,且H/D≥30或D≤1000,且H/D≥25。
b、基本风压q≥0.5KN/m2或地震烈度≥8度时;圆锥形裙座的半锥角≤15。
4、有下列情况之一时,可考虑选用圆锥形裙座:
a、由于地脚螺栓数量多,且需保持一定的螺栓间距;
b、塔器的高度与直径比较大时,需增加裙座筒体的截面惯性矩;
c、需降低混凝土基础顶面的压应力。
5、裙座开孔
a、排气孔:裙座顶部须开设Φ80~Φ100的排气孔,以排放可能聚结在裙座与封头死区的有害气体。对于有人孔的矮裙座或者顶部在封头拼接焊缝处开有缺口的可以不开设排气孔。
b、 排液孔:裙座底部须开设80~100的排液孔,一般孔径Φ50,中心高50mm的长圆孔。
c、人孔:裙座上必须开设人孔,以方便检修;人孔一般为圆形,当截面削弱受到限制或为方便拆卸塔底附件(如接管等),可开长圆孔。(接管采用全焊透结构)
d、引出管通道孔:考虑到管子热膨胀,在支承筋与引出管之间应保留一定间隙。
6、裙座与塔体封头连接
裙座直接焊接在塔底封头上,可采用对接焊缝或搭接焊缝。在没有风载荷或地震载荷时,对接焊缝承受容器重量产生的压缩载荷,搭接焊缝则承受剪切载荷。相比而言,搭接焊缝受力情况较差,在一些小塔或受力较小的情况下采用。
7、裙座壳体过渡段
塔壳设计温度低于-20℃或高于250℃时,裙座壳顶部分的材料应与塔下封头材料相同,裙座壳体过渡段长度取4倍保温层厚度,但不小于500mm;对奥氏不锈钢塔,其裙座壳体过渡段高度不小于300mm,材料同底封头。
8、裙座保护层
当塔内或周围容器内有易燃、易爆介质时,一旦发生火灾,裙式支座型式会因温度升高而丧失强度,故裙座应设防火层。当裙座D≤1500mm时,仅外面敷设防火层;当裙座D>1500mm时,两侧均敷设50 mm石棉水泥层。
当塔内操作温度很高,塔体与裙座的温度差引起不均匀热膨胀,会使裙座与塔底封头连接焊缝受力情况恶化,此时须对裙座加以保温。
四、压力容器设计中需要注意的问题
1、装设安全阀、爆破片装置的压力容器,应有压力容器安全泄放量、安全阀排量和爆破片泄放面积的计算书。(无法计算时,应征求使用单位意见,协商选用安全泄放装置。)
2、晶间腐蚀
可能引起晶间腐蚀环境必须是存在电解质的电化学腐蚀环境,奥氏体不锈钢晶间腐蚀的电解质主要是酸性介质。如:工业醋酸、甲酸、硝酸、草酸、盐酸、硫酸、磷酸等。
防晶间腐蚀的措施:1)固熔化处理;2)降低钢中碳含量;3)添加稳定碳化物的元素 (Nb. Ti. Ni)
3、液氨应力腐蚀环境
当容器接触的液氨介质同时符合下列各项条件时,即为液氨应力腐蚀环境:
a、介质为液态氨,含水量不高(≤0.2%),且有可能受空气(O2或CO2)污染的场合;
b、使用温度高于-5℃。
对于应力腐蚀环境的容器除进行焊后消除应力热处理,在焊接要求、焊接接头硬度等方面都要提出具体要求。
奥氏体不锈钢材料在氯化物溶液、高温水、高浓度NaOH等介质往往产生应力腐蚀。
4、对奥氏体不锈钢制压力容器的要求:
要求做晶间腐蚀倾向试验的奥氏体不锈钢压力容器,设计图样上应注明试验要求;
a、奥氏体不锈钢压力容器或受压元件用于有晶间腐蚀介质场合时,设计图样上应提出抗晶间腐蚀检验或热处理的要求;
(奥氏体不锈钢压力容器的热处理一般指1100℃的固溶化处理或875℃的稳定化处理。)
b、奥氏体不锈钢压力容器用水进行液压试验时,应严格控制水中的氯离子含量不超过25mg/l,试验结束后,应立即将水渍去除干净;
c、有抗腐蚀要求的奥氏体不锈钢及其复合钢板制造的压力容器表面应进行表面酸洗、钝化处理。有防腐要求的奥氏体不锈钢零部件按图样要求进行热处理后,做酸洗、钝化处理。
5、对压力容器检查孔的要求:
检查孔包括人孔、手孔。检查孔最少数量:
内径 D>300~500mm,手孔2个;
D>500~1000mm,人孔1个或手孔2个;
D>1000mm,人孔1个或手孔2个。
6、对补强圈、加强垫板上设置泄漏孔的要求:
至少设置1个不小于M6的泄漏信号指示螺纹孔。
注:主要作用:
a、对补强圈、垫板、固定焊缝进行密封试验时检漏;
b、接管角焊缝、壳体被覆盖的焊缝泄漏时发出信号。
试验压力一般为0.3~0.4Mpa,介质为空气或氮气。(容器衬环法兰的检漏孔的作用)
7、焊缝表面不允许有咬边:
a、抗拉强度大于等于540MPa的钢材及铬-钼低合金钢材制造的压力容器;(缺口敏感性强,缺陷易扩展)
b、奥氏体不锈钢、钛材、镍材制造的压力容器;(对抗腐蚀不利)
c、低温压力容器; (咬边有开口缺陷,低温时易扩展)
d、焊接接头系数取1.0的压力容器。(咬边会削弱母材的强度)
注:咬边属于形状突变,造成局部应力集中(应力集中系数可达K=3.0);咬边是开口缺陷,长期使用中易扩展;在长期使用中由于介质浓缩会引起腐蚀,因此咬边的存在对压力容器的强度、应力腐蚀、疲劳等均会造成不良影响。
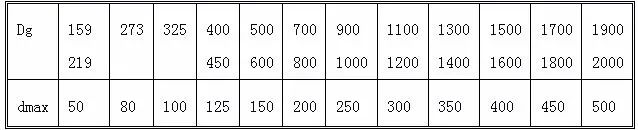
8、换热器壳程和管程的最大接管直径
dmax=(1/3~1/4)Dg
9、换热管长度
换热器的换热管长度与公称直径之比,一般在4~25之间,常用6~10。立式换热器,其比值多为4~6。
10、换热管与管板的连接采用胀接时,换热管材料的硬度值一般须低于管板材料的硬度值。
11、螺栓和螺母匹配使用,一般螺栓材料的硬度值须高于螺母30HB。
12、焊材选用:
a、相同钢号相焊,碳素钢、碳锰低合金钢的焊缝金属应保证力学性能,且不应超过母材标准规定的抗拉强度的上限。高合金钢的焊缝金属应保证力学和耐腐蚀性能。
b、不同钢号相焊,碳素钢、低合金钢的焊缝金属应保证力学性能,一般采用与强度级别较低的母材相匹配的焊接材料。碳素钢、低合金钢与奥氏体高合金钢的焊缝金属应保证抗裂性能和力学性能,一般采用铬镍含量较奥氏体高合金钢母材高的焊接材料。
焊接二类、三类容器不宜用酸性焊条,应选用低氢碱性焊条。对焊后需热处理的容器还要求焊条含钒量不得大于0.05%。
13、技术特性表中常见的问题:
a、对盛装液化气体的容器,漏填介质充装系数;
b、对塔类容器,漏填设计风压和地震烈度;
c、对搅拌容器,漏填搅拌器转速和电机功率;
d、只填操作压力和操作温度,漏填最高工作压力和最高(低)工作温度;
e、设计压力和设计温度不应填写一个压力段和温度段,应该填写为某一点的压力和温度。
14、立式换热器的膨胀节应设置在支座下方,设备的重心尽量在支撑平面之下,以提高设备的稳定性。
15、塔底引出管和防涡流结构的设计。塔底引出管采用大弯曲半径R减少阻力。在引出管与封头的最低点处开一φ6孔,以便在停车时,存积在封头底的介质能排除,便于检修。
-

补血驱寒红枣山楂汁的做法
2025-06-25 18:42:26
-

巴洛克风格和洛可可风格的区别有哪些?各自有什么特点?
2025-06-24 00:47:17
-

百科式科学家—— 阿基米德的简介
2025-06-24 00:45:27
-

夏天吃什么菜最好养生?芹菜通便、冬瓜利尿、番茄抗衰老,今天多吃点
2025-06-23 00:57:57
-

木刻版画:抗日战争时期人民的精气神
2025-06-23 00:01:48
-

夏天吃什么水果好?专家告诉你:夏季吃水果还需要注意什么......
2025-06-22 00:59:53
网站内容来自网络,如有侵权请联系我们,立即删除!
Copyright © 300学识网 鲁ICP备2022029071号-7
把钱存在银行,并非完全没有风险,有几种风险不得不防